
Reading time: 10 minutes
Nos últimos 2 artigos publicados em nossas mídias sociais, alertamos para o risco existente em juntas parafusadas e a necessidade de obter o controle do processo produtivo, bem como a rastreabilidade não só dos produtos, mas também dos processos e máquinas envolvidos na produção, agora apresentamos algumas soluções para obter e controlar essas variáveis.
Como prevenir a perda de pré-carga de torque?
Felizmente, existem medidas que podem ser tomadas por quem produz ou por quem provê a manutenção do produto, para prevenir a perda de pré-carga de torque e minimizar os riscos associados:
- Uso de ferramentas adequadas: Sempre utilize ferramentas de torque calibradas em laboratório acreditado e de com precisão adequada às características da junta para garantir que o torque aplicado seja controlado e monitorado com as grandezas adequadas para a montagem ser feita corretamente, se tiver dúvidas em relação a especificar ferramentas, procure-nos.
- Obedecer a Ficha de Montagem: Seguir a sequência de montagem, observando as informações, sequências, ferramentas, partes envolvidas na montagem do produto, variações referentes aos modelos existentes na junta do produto para reduzir riscos de deslizamento entre as partes (cisalhamento) ou relaxamento do material, se tiver problemas em fazer com que a sequência de montagem siga as especificações e cuidados necessários para manter a qualidade do produto, baixo custo de operação, fazer certo na primeira vez e com o mínimo de retrabalho, temos algumas soluções.
- Monitoramento e estudos: Realizar inspeções periódicas e coleta de amostras de pré-carga de torque com equipamento adequado para identificar possíveis problemas bem como a análise por software especializado antes que se tornem críticos, lembrando que quanto mais tempo se demora na detecção desses problemas maior será o prejuízo financeiro e para a visibilidade da marca junto ao mercado consumidor, para essa necessidade, temos soluções escaláveis em gestão de manutenção e de qualidade de ferramentas e produto, procure-nos.
- Treinamentos: Garanta que os envolvidos no sistema produtivo, operadores, engenheiros de produção e processo de montagem, qualidade de produto…, sejam treinados adequadamente para executar corretamente a montagem e aplicação do torque, bem como a análise da configuração, calibração, controles e manutenção dos equipamentos envolvidos, bem como as metodologias de gestão envolvidas. Como provedores especializados em torque e sistemas de engenharia focado em processos de montagem, podemos prover treinamentos, suporte e consultoria necessários às necessidades da indústria, visite nosso site mshimizu.com.br
Como melhores práticas para a prevenção da perda de pré-carga em juntas parafusadas, a M.Shimizu recomenda que para eliminar esse problema algumas rotinas sejam implementadas, são elas:
- Aplicação de torque correto: Utilize ferramentas de aperto, como chaves dinamométricas, para aplicar a tensão de aperto correta conforme as especificações do fabricante. Isso é fundamental para manter a pré-carga nos parafusos.
- Inspeção Regular (rotas de qualidade): Realize inspeções regulares das juntas para identificar qualquer afrouxamento de parafusos. Se notar qualquer sinal de perda de pré-carga, aperte os parafusos conforme necessário.
- Manutenção e Lubrificação Adequadas: Certifique-se de que as superfícies de contato dos parafusos e porcas estejam limpas e livres de contaminantes. A aplicação de lubrificantes apropriados pode ajudar a obter uma tensão de aperto consistente.
- Ensaios e Avaliação do produto: Se sua aplicação envolve cargas de choque ou vibrações intensas, considere o uso de parafusos com resistência a cargas dinâmicas. Isso ajuda a manter a pré-carga em ambientes desafiadores.
- Treinamento e reciclagem: Garanta que os operadores de montagem estejam devidamente treinados e sigam procedimentos padrão de aperto. O treinamento adequado é essencial para evitar erros humanos.
- Calibração dos equipamentos: Todos os equipamentos devem passar por calibração e ensaios de capacidade de repetibilidade (capabilidade) em laboratório capacitado e habilitado para essa prestação de serviço.
- Monitoramento Contínuo: Em aplicações críticas, o monitoramento da tensão de aperto usando técnicas como ultrassom ou medidores de tensão é uma prática avançada.
- Rastreabilidade: o armazenamento de dados de produção permite rastrear detalhes da montagem do produto através de cruzamentos de informações e geração de relatórios sobre variáveis imperceptíveis aos olhos, demonstrando tendências, comportamentos durante a montagem e anomalias de processo, gerando valiosa informação de melhoria contínua do produto/processo.
- Montagem guiada por supervisório: Sistemas de montagem que guiam o operador em cada etapa do processo de montagem de produtos, garantem que cada etapa e material envolvido foi devidamente observado e registrado em sistemas de rastreabilidade, garantindo assim a melhor qualidade do produto, minimização de falhas e que somente colaboradores treinados e habilitados atuem no sistema de produção, fazendo para isso uso de realidade aumentada (AR) e/ou MES.
É importante lembrar que as práticas de aperto precisam ser adequadas ao tipo de junta, aplicação e ambiente e que as ferramentas, softwares, processos e procedimentos precisam ser adequados ter um registro histórico onde se possa acompanhar e avaliar a evolução das ações implementadas, podendo assim apresentar relatórios e atestar se a ação foi positiva, negativa ou mesmo inócua. Sempre siga as recomendações do fabricante e, se necessário, consulte um especialista em montagem de juntas. Manter uma pré-carga adequada é essencial para a integridade e segurança de juntas parafusadas.
A perda de pré-carga de torque em juntas parafusadas é um risco real que não pode ser ignorado. Ao compreender as causas e consequências desse problema e implementar medidas preventivas, podemos garantir a segurança e a confiabilidade de produtos como veículos automotores, e das estruturas e equipamentos que dependem dessas juntas. Portanto, é essencial que empresas, profissionais e usuários em geral estejam cientes dessa questão e adotem as práticas adequadas para mitigar os riscos associados à perda de pré-carga de torque.
Falamos de alguns conceitos, mas o todo é mais complexo e profundo, para maiores informações, suporte técnico e produtos para tratar a questão de perda de pré-carga, suas causas e consequências, temos soluções em software e torquímetro inteligente para a coleta adequada de torque para estudos, temos também software patenteado que conforme estudos em laboratórios consegue realizar a medição da pré-carga de torque nas juntas estudadas, acima de 85% de confiabilidade em relação aos métodos caros e de difícil aplicação como ultrassom ou instrumentação do parafuso com strain gauges.
Como analisar e controlar perdas de pré-carga de forma rápida, prática e com custo acessível?
SOFTWARE PERDA DE PRÉ-CARGA
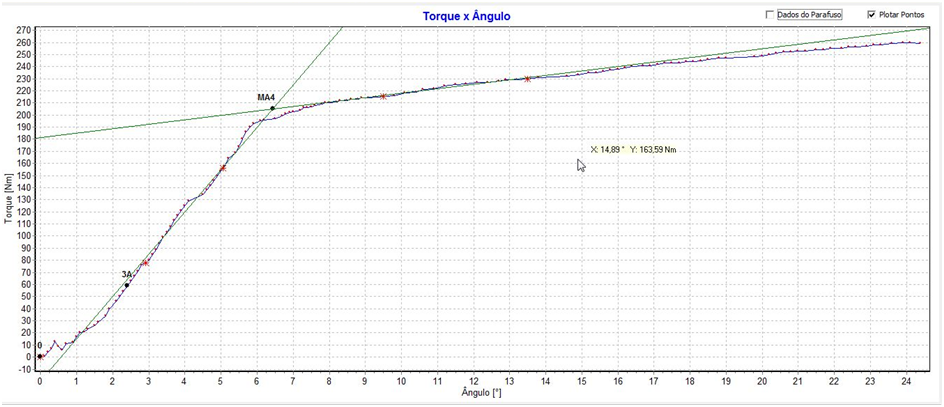
O parceiro comercial da M.Shimizu, o CTF, desenvolveu uma solução baseada em um software de análise da curva torque x ângulo (Pré-Carga). Trata-se de uma inovação tecnológica em geração de curvas torque x ângulo.
Esse sistema permite gerar pares X-Y com altíssima resolução, possibilitando dessa forma que o sistema determine a perda de carga, força tensora e outros parâmetros de fixação de uma dada aplicação.
Baseado na patente EP1922179A1 / US20080209707A1 do CTF que descreve a Tecnologia de análise de leitura dos ângulos de torção, o sistema determina diversos parâmetros das juntas fixadas tais como:
- Força de Montagem
- Força de Montagem Residual
- Coeficiente de Atrito Global (µGES)
- Coeficiente de Atrito na Rosca (µG)
- Torque Residual
A força de montagem, também conhecida como torque, é uma medida da tendência de uma força giratória causar rotação em um objeto em torno de um eixo específico. É uma quantidade importante em muitos campos, como engenharia mecânica e também na engenharia automotiva.
O torque é calculado como o produto da força aplicada e a distância perpendicular do ponto de aplicação da força ao eixo de rotação. Matematicamente, o torque (τ) é dado pela seguinte fórmula:
T = F * r * sen(θ)
Onde:
- T é o torque (em unidades como Newton metro – N.m)
- F é a força aplicada (em unidades como Newtons – N)
- r é a distância perpendicular do ponto de aplicação da força ao eixo de rotação (em metros)
- θ é o ângulo entre a direção da força aplicada e a direção radial (em radianos)
Lembra o que são “pares x-y”? São pontos no plano cartesiano representando uma relação entre duas variáveis, onde “x” é geralmente a variável independente e “y” é a variável dependente.
Para obter a altíssima resolução dos pares X-Y que o software precisa para fazer com que os cálculos sejam os mais adequados, a M.Shimizu dispõe do Torquímetro Digital Phoenix III, com ele, sejam em aplicações de produção, como em aplicações de qualidade como a coleta residual, é possível gerar gráficos de altíssima resolução, possibilitando a obtenção de grande volume de dados em pequeno espaço de tempo de coleta das amostras, aliado à grande capacidade de memória interna, reservada para armazenamento de dados de produção ou qualidade, é possível exportar esses dados para o software de análise de perda de pré-Carga, já formatados e sem a necessidade de tratá-los.
Os dados armazenados na memória do torquímetro Phoenix III são exportados em formato .CSV e importados para a aplicação de cálculo de Pré-Carga, onde através da análise de parâmetros das curvas X-Y, se obtém através de cálculo matemático a Variação do Torque aplicado (MA4), para que o time de engenharia, produção ou qualidade do produto verifique se os valores encontrados estão dentro de limites aceitáveis ou não e também para a melhoria contínua dos produtos.
Dentre tantas aplicações deste inovador sistema podemos destacar a sua utilização na determinação de perda de pré-carga (força tensora) de um fixador qualquer, seja em laboratório, linha de produção, assistência técnica ou no próprio campo, sem que o operador deste equipamento necessite de conhecimento profundo na teoria de aperto dos elementos roscados.
Em Laboratório esta Patente é associada ao uso de um moderno e preciso torquímetro, e é ideal para dar suporte e respostas rápidas nas análises de perda de pré-carga, além de outras investigações.
Para a linha de montagem e assistência técnica este inovador conceito também se torna indispensável pela sua confiabilidade, praticidade e simplicidade de sua utilização.
Relembrando, a perda de pré-carga de torque refere-se à diminuição da força de aperto em uma junção aparafusada ao longo do tempo devido a diversos fatores, como relaxamento do material, assentamento do material, movimentos térmicos, vibrações e outros fatores externos. Isso pode levar a uma redução na força de aperto original entre as peças conectadas, o que pode comprometer a integridade da junção e afetar o desempenho do sistema em que essa junção é usada.




