
Reading time: 17 minutes
A perda de pré-carga em torque, também conhecida como perda de pré-carga em aperto, refere-se a uma diminuição na força de aperto ou torque em uma junta parafusada ou rosqueada após a aplicação inicial da força de aperto. Isso pode ocorrer por vários motivos, incluindo relaxamento das partes, assentamento do material da junta, fluência, relaxamento térmico e fadiga.
Quando você aperta um parafuso, cria uma força de aperto que mantém as peças unidas. No entanto, com o tempo, essa força de aperto pode diminuir devido a fatores como o assentamento das superfícies de contato ou a deformação elástica dos materiais envolvidos. Isso pode ser problemático em aplicações onde é crucial manter uma força de aperto constante para garantir a segurança e o funcionamento adequado das peças, como em estruturas, máquinas e equipamentos.
Para compensar a perda de pré-carga em torque, às vezes é necessário reajustar ou reapertar os parafusos periodicamente, especialmente em aplicações críticas. Isso é comumente feito em manutenções programadas para garantir que a força de aperto permaneça dentro dos limites especificados e que as peças continuem a funcionar corretamente.

Fatores que influenciam a perda de pré-carga em junta parafusadas?
A perda de pré-carga em juntas parafusadas pode ser influenciada por uma variedade de fatores. É importante compreender esses fatores para projetar e manter juntas parafusadas de maneira eficaz. Alguns dos principais fatores que afetam a perda de pré-carga incluem:
- Compressibilidade da junta: A capacidade de uma junta para se comprimir sob a carga do parafuso afeta a perda de pré-carga. Materiais de junta mais compressíveis tendem a sofrer mais deformação sob carga e, consequentemente, podem experimentar uma perda maior de pré-carga, aqui entra o conceito de junta rígida e junta flexível.
- Torque inicial: A quantidade de torque aplicada inicialmente ao apertar o parafuso é crítica. Se o torque inicial não for suficiente, a junta pode não ser adequadamente comprimida, levando a uma perda de pré-carga.
- Elasticidade do material: A elasticidade dos materiais envolvidos influencia a capacidade de manter a pré-carga. Materiais mais elásticos podem sofrer menos perda de pré-carga, enquanto materiais rígidos podem perder mais rapidamente a força de aperto, dependendo da estratégia usada para a aplicação de torque na junta.
- Rugosidade da superfície: A rugosidade das superfícies ou coeficiente de atrito(µ) que é uma propriedade adimensional de contato entre as peças afeta a eficácia da junta. Superfícies muito ásperas podem dificultar o alcance da pré-carga desejada e levar a uma perda maior, superfície muito lisas, tendem a facilitar a aplicação de cargas, mas inversamente proporcional essas superfícies tendem a facilitar ou não a perda de pré-carga, considerando que lubrificação aumenta a capacidade de transferir a força de aplicação de pré-carga, o que não significa ser algo bom ou ruim, depende da especificação de montagem, mas ela também afeta a medição de toque residual devido à necessidade e quebra da inércia na junta de torque para a correta medição de cada valor que se obtém quando se faz uma medição de forma adequada.
- Temperatura e variações térmicas: As mudanças na temperatura podem afetar a expansão e contração dos materiais, o que pode resultar na perda de pré-carga ao longo do tempo.
- Vibração e carga dinâmica: Aplicações sujeitas a vibrações ou cargas dinâmicas podem experimentar uma perda de pré-carga mais rápida devido ao movimento constante das peças.
- Tempo: Com o tempo, as juntas parafusadas podem sofrer deformação plástica, relaxamento e fluência, em função das cargas naturais de trabalho e de eventuais sobrecargas sobre o produto e todos os quais podem contribuir para a perda de pré-carga.
- Qualidade do aperto: A técnica de aperto utilizada, a precisão do torque aplicado e a uniformidade da carga entre os parafusos também são fatores críticos. Um aperto mal executado pode levar a uma perda de pré-carga e isso depende de inúmeros fatores presentes na junta como um todo.
- Retrabalho: Caso a montagem inicial não tenha sido concluída com sucesso, o processo adequado de retrabalho deve ser definido. Sem observar processos e suas variáveis, que após a primeira tentativa são modificados, variações indesejadas de pré-carga inicial, mudança de rugosidade da superfície(µ), assentamento das partes da junta, possíveis deformações plásticas em componentes da junta podem comprometer a resultante da pré-carga aplicada e consequentemente o produto.
- Reapertos: Alguns projetos requerem reaperto periódico nos parafusos e porcas para compensar a perda de pré-carga ao longo do tempo, mas para isso, estudos através de meios de coleta e análise por software especializado são necessários, para determinar quando e onde.
- Uso de lubrificantes: A utilização de lubrificantes adequados pode ajudar a melhorar o aperto inicial e minimizar a perda de pré-carga, em contrapartida se o uso de lubrificantes não tiver sido determinado pela engenharia de produto, a presença deles causará a aplicação de pré-carga excessiva que certamente causará danos imediatos no produto.
Para mitigar a perda de pré-carga, é importante considerar todos esses fatores ao projetar e manter juntas parafusadas e seguir as práticas recomendadas para aperto e manutenção. O uso de arruelas de mola, adesivos de travamento de rosca e outras técnicas de fixação costumam ser usadas para mitigar problemas em aplicações que apresentam relaxamento devido a alguma das condições mencionada e que muitas vezes revelam a necessidade de estudos de causa raiz da perda de pré-carga nas juntas que recebem essas aplicações.
O que é Torque em juntas parafusadas.
O torque é fundamental em muitas aplicações, como apertar porcas e parafusos, operar motores, gerar movimento em máquinas e veículos, e em muitas outras situações onde a rotação é um fator importante.
É importante notar que diferentes situações podem requerer diferentes unidades de medida para torque, dependendo das unidades usadas para força e distância. Algumas unidades comuns incluem Nm (Newton metro), lb-ft (libra-força pé) e kgf-m (quilograma-força metro). Certifique-se de usar as unidades apropriadas para sua aplicação específica.
Torque é uma forma de aplicar e medir força de união em juntas parafusadas, mas devido à presença de n variáveis podemos ter grandes variações na força de união ou residual, desde zero Newton (N), até um valor muito próximo ao valor de torque aplicado lido. As formas de identificar se uma montagem possui força de união são de difícil aplicação, alto custo e necessita de cuidados especiais como instrumentação do parafuso, ultrassom, parafusos retificados e medições com equipamentos especiais. Existem formas de monitorar se o mínimo de força de união está presente, usando estratégias de monitoramento por ângulo, em aproximação, em comportamento de torque final…
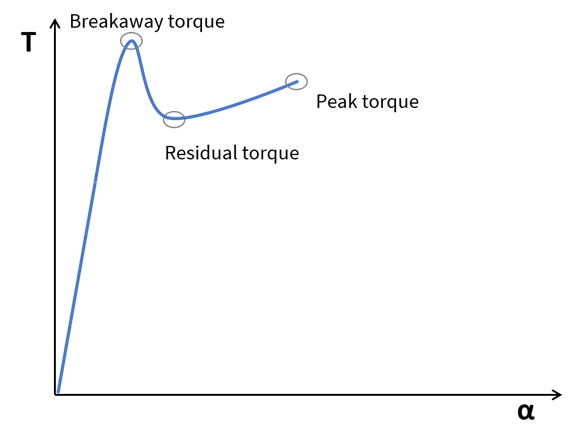
Torque Residual: O torque residual é o torque ou a força rotacional que permanece em uma peça após um processo de aperto ou torção. Isso pode ocorrer devido à elasticidade dos materiais ou a fatores como atrito nas roscas de parafusos ou outras conexões roscadas. O torque residual pode influenciar a estabilidade e o desempenho das conexões ao longo do tempo. Portanto, em muitos casos, é importante controlar o torque de aperto para garantir que o torque residual não cause problemas indesejados nas peças montadas.
O coeficiente de atrito na rosca, refere-se à resistência ao movimento de rotação de um parafuso, porca ou sistema de rosca em relação à força axial aplicada. Esse coeficiente de atrito é uma medida da quantidade de força necessária para superar o atrito e iniciar ou manter o movimento entre as superfícies de contato da rosca.
O coeficiente de atrito na rosca é influenciado por vários fatores, incluindo o acabamento superficial das roscas, a lubrificação das superfícies de contato, o material das peças envolvidas e o ângulo da rosca. Em muitos casos, é considerado uma constante que relaciona a força axial aplicada à força tangencial (torque) necessária para girar a rosca.
É importante notar que o coeficiente de atrito na rosca pode variar significativamente com diferentes materiais, acabamentos de superfície e condições de operação. Portanto, muitas vezes, é necessário realizar testes experimentais ou usar dados empíricos para determinar o coeficiente de atrito de rosca para uma aplicação específica.
Além disso, vale a pena mencionar que existem diferentes tipos de roscas, como roscas métricas, roscas UNC, roscas UNF, entre outras, e cada uma delas pode ter características específicas de coeficiente de atrito dependendo das dimensões e das tolerâncias envolvidas.
Considere o coeficiente informado na folha de processo do produto
O software de detecção de perda de pré-carga, é um sistema de alta resolução que confiabilidade, dispensa equipamentos, processos como ultrassom ou instrumentação do parafuso e outras formas utilizadas até o surgimento da desta Patente quando utilizada com o uso de um torquímetro capaz de coletar e armazenar dados com de alta resolução (pontos de coleta de dados de torque e ângulo por segundo).
Para que o cálculo seja executado da forma mais precisa, é preciso coletar uma amostragem de pares x-y com a qualidade adequada para que o cálculo da Pré-Carga seja realizado. A expressão “Pares x-y” se refere a duas variáveis, x e y, que estão relacionadas de alguma forma. No contexto matemático ou científico, é comum usar coordenadas cartesianas para representar pontos em um plano bidimensional. Essas coordenadas são frequentemente denotadas como (x, y), onde “x” representa a posição horizontal do ponto e “y” representa a posição vertical do ponto.
No contexto de gráficos ou análises, os pares x-y são usados para traçar pontos em um plano cartesiano, onde o eixo x representa uma variável independente e o eixo y representa uma variável dependente. Ao traçar esses pontos, você pode visualizar como as mudanças na variável independente (x) afetam a variável dependente (y).
Por exemplo, se você estiver estudando a evolução da aplicação do torque ao longo do tempo, você poderia coletar pares x-y onde x é o tempo (segundos) e y é o valor do torque aplicado no intervalo de tempo (N.m). Ao traçar esses pontos em um gráfico de coordenadas, você pode ver como o torque oscilou à medida que o tempo passou.
Em resumo, “pares x-y” são pontos no plano cartesiano representando uma relação entre duas variáveis, onde “x” é geralmente a variável independente e “y” é a variável dependente.
Para obter a altíssima resolução dos pares X-Y que o software precisa para fazer com que os cálculos sejam os mais adequados, a M.Shimizu dispõe do Torquímetro Digital Phoenix III, com ele sejam aplicações de produção, como montagem de produtos ou aplicações de qualidade como a coleta residual, é possível gerar gráficos de altíssima resolução, possibilitando a obtenção de grande volume de dados em pequeno espaço de tempo de coleta das amostras, aliado à grande capacidade de memória interna reservada para armazenamento de dados de produção ou coleta de torque estático, que é o objetivo da análise de Perda de Pré-Carga.
Como analisar e controlar perdas de pré-carga com custo acessível?
SOFTWARE PERDA DE PRÉ-CARGA fornecido comercialmente pela M.Shimizu
O CTF desenvolveu uma solução baseada em um software de análise da curva torque x ângulo (Pré-Carga). Trata-se de uma inovação tecnológica em geração de curvas torque x ângulo. Esse sistema permite gerar pares X-Y com altíssima resolução, possibilitando dessa forma que o sistema determine a perda de carga, força tensora e outros parâmetros de fixação de uma dada aplicação.
Baseado na patente EP1922179A1 / US20080209707A1 do CTF que descreve a Tecnologia de análise de leitura dos ângulos de torção, o sistema determina diversos parâmetros das juntas fixadas tais como:
- Força de Montagem
- Força de Montagem Residual
- Coeficiente de Atrito Global (µGES)
- Coeficiente de Atrito na Rosca (µG)
- Torque Residual
A força de montagem, também conhecida como torque, é uma medida da tendência de uma força giratória causar rotação em um objeto em torno de um eixo específico. É uma quantidade importante em muitos campos, como engenharia mecânica e também na engenharia automotiva.
O torque é calculado como o produto da força aplicada e a distância perpendicular do ponto de aplicação da força ao eixo de rotação. Matematicamente, o torque (τ) é dado pela seguinte fórmula:
T = F * r * sen(θ)
Onde:
- T é o torque (em unidades como Newton metro – N.m)
- F é a força aplicada (em unidades como Newtons – N)
- r é a distância perpendicular do ponto de aplicação da força ao eixo de rotação (em metros)
- θ é o ângulo entre a direção da força aplicada e a direção radial (em radianos)
O torque pode ser positivo ou negativo, dependendo do sentido da rotação desejada. Se o torque for aplicado no sentido horário, ele é considerado negativo, e se for aplicado no sentido anti-horário, ele é positivo.
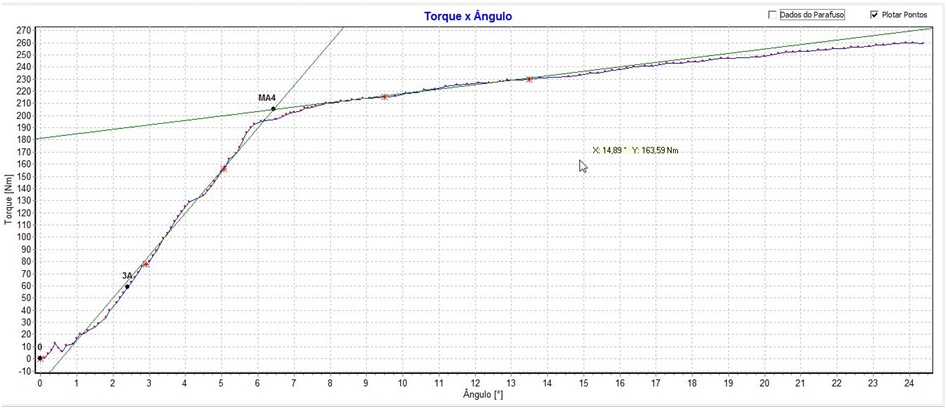
Os dados armazenados na memória do torquímetro Phoenix III são exportados em formato .CSV e importados para o computador onde está instalada a licença do software da aplicação de cálculo de Pré-Carga, onde através da análise de parâmetros das curvas X-Y, se obtém através de cálculo matemático a Variação do Torque aplicado (MA4), para que o time de engenharia, produção ou qualidade do produto verifique se os valores encontrados estão dentro de limites aceitáveis ou não e também para a melhoria contínua dos produtos.
Dentre tantas aplicações deste inovador sistema podemos destacar a sua utilização na determinação de perda de pré-carga (força tensora) de um fixador qualquer, seja em laboratório, linha de produção, assistência técnica ou no próprio campo, sem que o operador deste equipamento necessite de conhecimento profundo na teoria de aperto dos elementos roscados.
Em Laboratório esta Patente é associada ao uso de um moderno e preciso torquímetro, e é ideal para dar suporte e respostas rápidas nas análises de perda de pré-carga, além de outras investigações.
Para a linha de montagem e assistência técnica este inovador conceito também se torna indispensável pela sua confiabilidade, praticidade e simplicidade de sua utilização.
Relembrando, a perda de pré-carga de torque refere-se à diminuição da força de aperto em uma junção aparafusada ao longo do tempo devido a diversos fatores, como relaxamento do material, assentamento do material, movimentos térmicos, vibrações e outros fatores externos. Isso pode levar a uma redução na força de aperto original entre as peças conectadas, o que pode comprometer a integridade da junção e afetar o desempenho do sistema em que essa junção é usada.
Para combater a perda de pré-carga de torque, algumas práticas se tornaram comuns:
- Pré-carga inicial adequada: Aplicar uma força de aperto inicial correta é fundamental. Um torque excessivamente baixo pode resultar em uma pré-carga insuficiente, enquanto um torque excessivamente alto pode levar à deformação do material, danos no produto e causar falhas que eventualmente podem ser catastróficas.
- Seleção de materiais: Escolher materiais apropriados para as peças a serem unidas pode minimizar a perda de pré-carga de torque. Materiais com coeficientes de expansão térmica semelhantes podem reduzir as variações dimensionais que levam à perda de aperto, e isso é atribuição da Engª de produto, dessa forma, deve-se observar se os componentes seguem as especificações da engenharia.
- Uso de arruelas de bloqueio: Arruelas de bloqueio, como arruelas de pressão e arruelas elásticas, costumam ser meios onde se busca ajudar a manter a pré-carga de torque ao evitar o afrouxamento dos parafusos devido a vibrações.
- Aplicação de adesivos ou travas de parafuso: O uso de adesivos ou travas de parafuso também é bastante usada para impedir que os parafusos se afrouxem devido a vibrações ou movimentos térmicos, mas que precisam ser observados quando se costuma fazer coletas de controle para perda de pré-carga, pois a condição para uma coleta adequada é passar pelo ‘breakaway’, ou seja, haver movimento angular na junta e assim quebrando o efeito ‘trava’ da cola.
- Reaperto periódico: Em algumas aplicações críticas, pode ser necessário fazer reaperto periódico dos parafusos para compensar a perda gradual de pré-carga de torque ao longo do tempo, mas isso mostra que o processo produtivo está fora de controle e que precisa ser estudado para que seja corrigido, evitando esse tipo de retrabalho.
- Monitoramento e inspeção: É importante monitorar regularmente as junções aparafusadas e inspecionar os parafusos quanto a afrouxamento ou sinais de perda de pré-carga, para isso a nossa solução de software apresentada, juntamente com o torquimetro digital Phoenix III para a coleta dos pares x-y para o estudo por software com melhor custo benefício, deixando os estudos mais caros e complexos para os casos mais graves.
Lembre-se de que a abordagem para lidar com a perda de pré-carga de torque pode variar com base na aplicação específica, nos materiais envolvidos, na conservação e armazenagem dos componentes da junta, na obediência da sequência de montagem, no uso de equipamento adequado às necessidades de qualidade da montagem entre muitos outros. Sempre consulte o fabricante, normas de engenharia e profissionais e empresas especializadas ao lidar com questões relacionadas à fixação de junções aparafusadas, monitoramento e controle de processos e montagens, lembre-se que você é responsável pelos produtos que entrega no mercado e que o desempenho desses produtos afeta diretamente a visibilidade de sua marca no mercado.





")